 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик

Јавете ни се
+86-19858305627
Испратете ни е-пошта
sales@maple-machinery.com

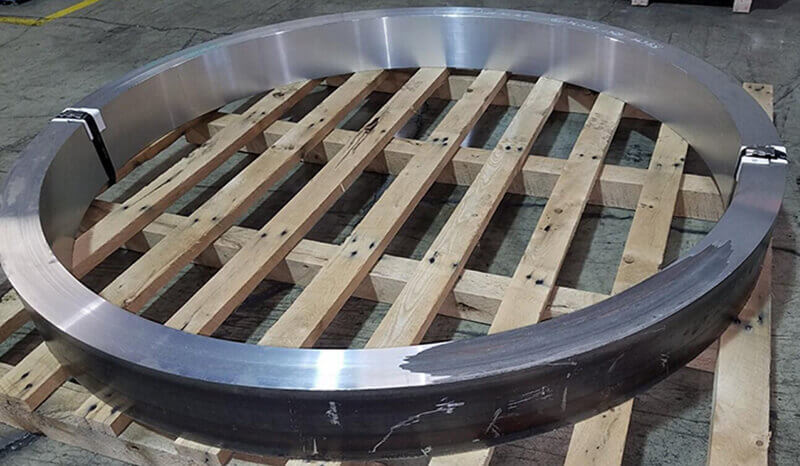
Процес на обработка на кованици на вратило
2023-10-21
Големи кованици,кованици на вратиловклучувајќи шахти на вентилаторот, вретена за енергија од ветер, шахти за воз, шахти за бродови, шахти за машини за масло, шахти за тркала на кран, кованици на вратило е вообичаена класа на делови во машината. Главно ја игра улогата на потпорни делови за пренос и пренесување на вртежен момент. Вратило е ротирачки делови од телото, главно од внатрешната и надворешната цилиндрична површина, внатрешната и надворешната конусна површина, нишките, шините и попречните дупки и другите компоненти.
Деловите на вратилото може да се поделат на лесна осовина, шуплива осовина, полушахта, скалесто вратило, шилести вратило, попречно вратило, ексцентрично вратило, коленесто вратило и брегаста осовина итн. според нивните различни структури.
Главните технички барања на кованиците на вратило:
(1) Точност на димензиите и точноста на геометриската форма
Дневникот на вратилото е важна површина на деловите на вратилото, а неговиот квалитет директно влијае на ротациониот европиум на вратилото при работа. Прецизноста на дијаметарот на дневникот е обично T6, понекогаш T5, според барањата за употреба, а точноста на геометриската форма на дневникот (заобленост, цилиндричност) треба да биде ограничена на толеранцијата на дијаметарот. Оските со високи барања за точност треба да бидат посебно означени со толеранции на обликот на павилјонот.
(2) Точност на позицијата
Коаксијалноста на дневниците за парење (дневниците на склопените делови за пренос) во однос на потпорните жлебови (дневниците на склопените лежишта) и нормалноста на дневниците и потпорните површини обично се бара да бидат високи. Радијалното испуштање на жлебовите за парење на обичните прецизни вратила во однос на лагерите на лежиштата е генерално 0,01~0,03mm и 0,001~0,005mm за оските со висока прецизност. Излезот на крајното лице е 0,005~0,01мм.
(3) Грубоста на површината
Деловите на вратилото на секоја површина за обработка имаат барања за грубост на површината.
Ковања на вратило на материјали, заготовки и термичка обработка во машините на Maple
1) Материјали за кованици на вратило што најчесто се користат челик 45: за вратило со средна прецизност и голема брзина, може да се користи 40Cr и друг легиран структурен челик; вратило со поголема прецизност. Може да се користи челик за лежиште GCrlS и пружински челик 65Mn; за сложена форма на вратило. Нодуалното железо може да се користи за шахти со сложена форма: за шахти направени под услови на голема брзина и оптоварување. Изберете 20CVMnTi, 20Mn2B, 20Cr и друг легиран челик со малку јаглерод или нитриден челик 38CrMoA.
2) Најчесто користени празни места за делови од вратило се тркалезни шипки и кованици во машините на Maple: некои големи шахти или шахти со сложени структури се направени од одлеаноци. По загревањето и фалсификувањето, палката може да ја направи внатрешната организација на металните влакна рамномерно распоредена по површината. Ова резултира со поголема цврстина на истегнување, свиткување и торзија, така што генерално кованиците се користат за поважни шахти. Според големината на производната серија. Начинот на фалсификување на палка е поделен на два вида слободно ковање и ковање со матрици.
3) Изведбата на кованиците на вратило не е поврзана само со типот на избраниот челик. Исто така поврзано со користената термичка обработка. Фалсификување празни места во обработката пред, се бара да се организира нормализирање или annealing третман, со цел да се направи челик внатрешно жито префинетост. Елиминирајте го стресот од ковање, намалете ја тврдоста на материјалот. Подобрете ги перформансите на сечењето.
Претходна:Вовед во морско ковање


X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy
Вести
 Контрола на хемискиот состав.2022/03/11
Контрола на хемискиот состав.2022/03/11Хемискиот состав е основната причина што влијае на механичките својства на металните одлеаноци. Затоа, во производниот процес на инвестициско лиење...
 Тест за механички својства.2022/03/11
Тест за механички својства.2022/03/11Со цел да се исполнат барањата за примена, челичните одлеаноци и кованици обично имаат строги барања за механичките својства на деловите.